






華恒全位置窄間距管管焊接系統(tǒng)
發(fā)布日期:2022-11-26 作者: 點擊:

NEWS
華恒全位置TOA窄間距
焊接
工藝

窄間距焊
間隙窄
管管TIG焊
材料廣
全位置焊
精度高
全位置窄間距焊技術(shù)難點
#焊接間隙位置窄#
# 電弧軸向與側(cè)壁夾角很小,易導致側(cè)壁未熔合 #
#全位置焊帶V型坡口,單面焊雙面成型難度大 #
主要構(gòu)成
華恒全位置窄間距管管焊接系統(tǒng)主要由TOA管管焊槍和iOrbital5000數(shù)字化全位置焊接電源組成。焊槍主要技術(shù)參數(shù)如下:
| 技術(shù)參數(shù) | TOA40 | TOA50 |
| 適用管徑(mm) | φ32~φ38 | φ32~φ51 |
| 鎢極直徑(mm) | φ3.2 | φ3.2 |
| 焊絲直徑(mm) | φ1.0 | φ1.0 |
焊接速度(mm/min) | 0.27~5.35 | 0.25~5.02 |
| 冷卻方式 | 水冷 | 水冷 |



全位置窄間距焊接工藝
焊接 姿態(tài) | 全位置焊接 |
焊接 形式 | 管管、管彎頭等多種接頭 |
對接 坡口 | 對接,不開坡口或開坡口;如果焊接工件的壁厚大于 2.5mm,需開坡口,具體坡口尺寸根據(jù)工藝要求而定。 |
焊前清理 要求 | 1、焊接碳鋼管時,焊口處5~8mm要拋光除銹,露出金屬原色; 2、管子切口要平整、垂直,兩根管對上后無間隙; 3、用丙酮或酒精清洗工件表面油; 4、工件需采用手工氬弧焊不加絲點焊,勿將管口焊破。 |
保護 氣體 | 1、無特殊要求時,推薦使用標準的99.99%的氬氣; 2、氬氣流量無特殊工藝要求時控制在5~8L/min。 |



全位置窄間距性能特點應用
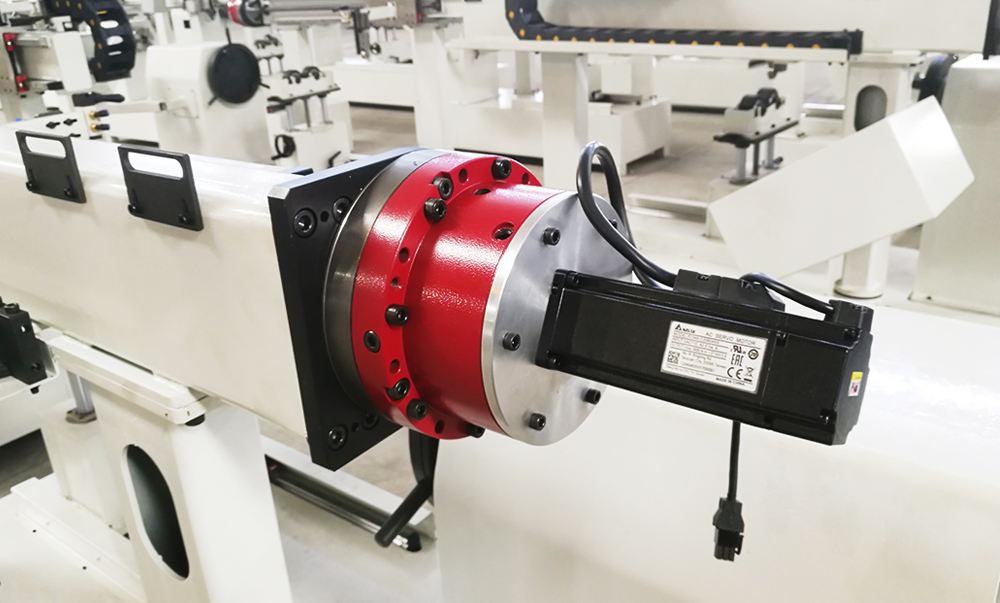
主要結(jié)構(gòu)有三大部分:旋轉(zhuǎn)系統(tǒng)、夾鉗裝置、傳動系統(tǒng);
主要部分采用鋁制,卡鉗式裝夾方式對不同管徑作任意調(diào)整;
采用無間隙齒輪傳動設(shè)計,旋轉(zhuǎn)平穩(wěn),無卡阻現(xiàn)象;
電動弧長橫擺設(shè)計,適合多道焊接工藝要求;
適用中厚壁碳鋼、不銹鋼材質(zhì)管道焊接,可自熔、加絲焊接。








